电话:15106358106 李经理
电话:15553681371 王经理
地址:山东聊城经济开发区蒋官屯工业园区
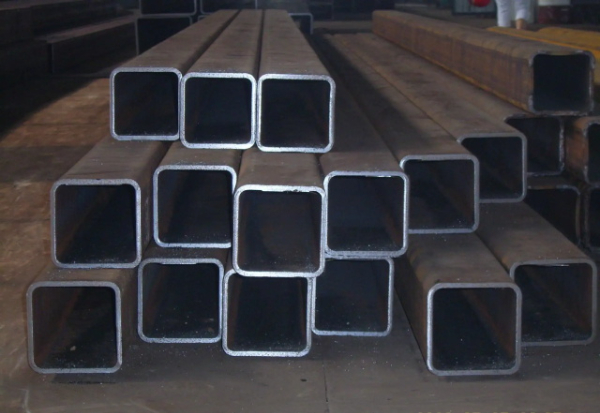
冷拔方管是一种常用的金属制品,广泛应用于建筑、机械制造、汽车制造等领域。冷拔方管的制作过程需要经过一系列工艺流程,本文将详细介绍冷拔方管的工艺流程。
二、原材料准备
冷拔方管的原材料通常为热轧方钢,首先需要对热轧方钢进行质量检验,确保其符合相关标准要求。然后,将热轧方钢进行切割,得到所需长度的方管坯料。
三、坯料加热
方管坯料需要进行加热处理,以提高其塑性和可变形性。加热温度通常根据不同材质的方管坯料而定,一般在900°℃至1200°℃之间。加热时间要足够,以确保坯料达到均匀的温度。
四、坯料酸洗
经过加热处理后的方管坯料表面会形成一层氧化皮,需要进行酸洗处理。酸洗可以去除氧化皮,使坯料表面更加光滑、清洁。常用的酸洗液为盐酸溶液,酸洗时间一般为5至10分钟。
五、坯料拉拔
酸洗后的方管坯料进入拉拔机进行拉拔。拉拔是冷加工的一种方法,通过拉拔机的作用,使方管坯料逐渐变细、变长,同时改善其内部结构。拉拔过程中需要逐级更换模具,以逐渐减小方管的截面尺寸。
六、坯料退火
拉拔后的方管坯料需要进行退火处理,以消除拉拔过程中产生的应力和硬化现象。退火温度和时间根据方管的材质和规格而定,一般在600℃至900°℃之间,退火时间一般为1至2小时。
七、方管修磨
退火后的方管需要进行修磨,以提高其表面光洁度和尺寸精度。修磨可以采用机械磨削或化学抛光的方法,使方管表面更加平整、光滑。
八、方管检测
修磨后的方管需要进行质量检测,以确保其符合相关标准要求。常用的检测方法包括外径测量、壁厚测量、长度测量、表面质量检查等。
九、方管包装
通过质量检测合格的方管进行包装,常用的包装方式有塑料薄膜包装、编织袋包装等。包装后的方管可以进行储存和运输,以便后续使用。
冷拔方管的工艺流程包括原材料准备、坯料加热、坯料酸洗、坯料拉拔、坯料退火、方管修磨、方管检测和方管包装等环节。每个环节都起着重要的作用,对*终产品的质量和性能有着直接影响。通过严格控制每个环节的工艺参数和质量要求,可以生产出高质量的冷拔方管产品。